
Как согнуть профильную трубу для теплицы: простейшие способы и правила изготовления заготовок

Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Содержание
Суть и проблемы гибки профильного трубопроката
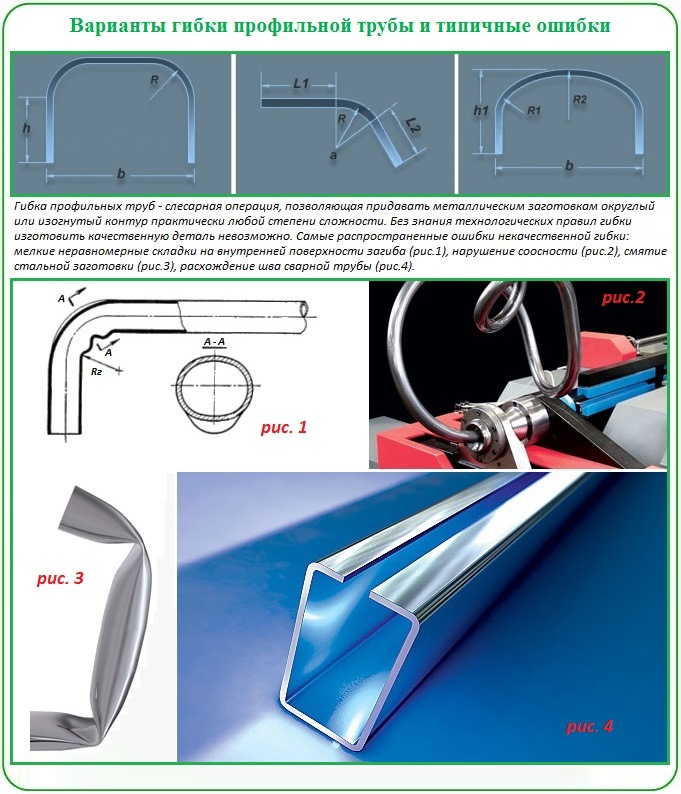
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
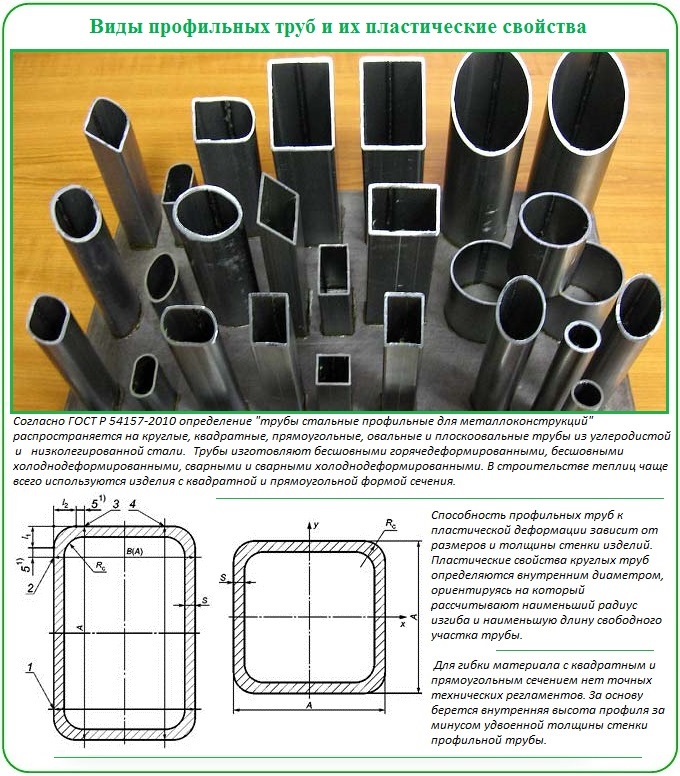
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
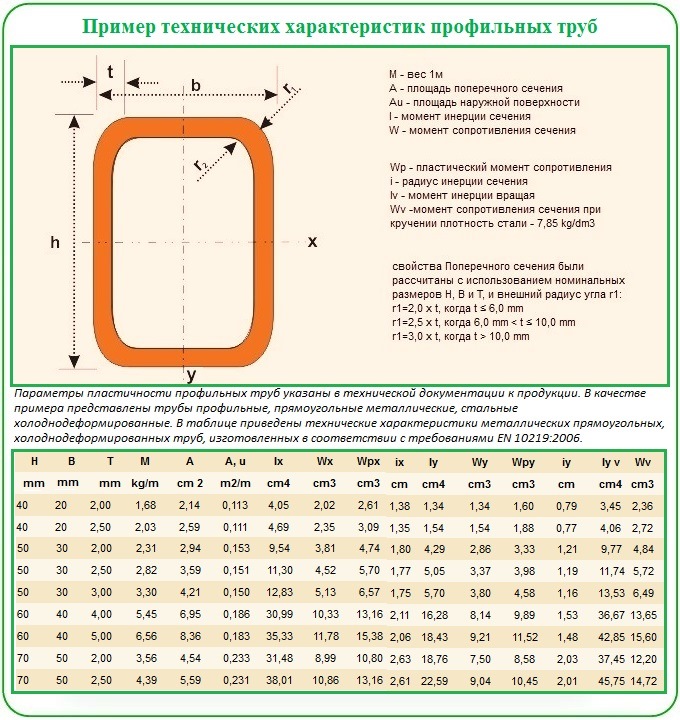
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
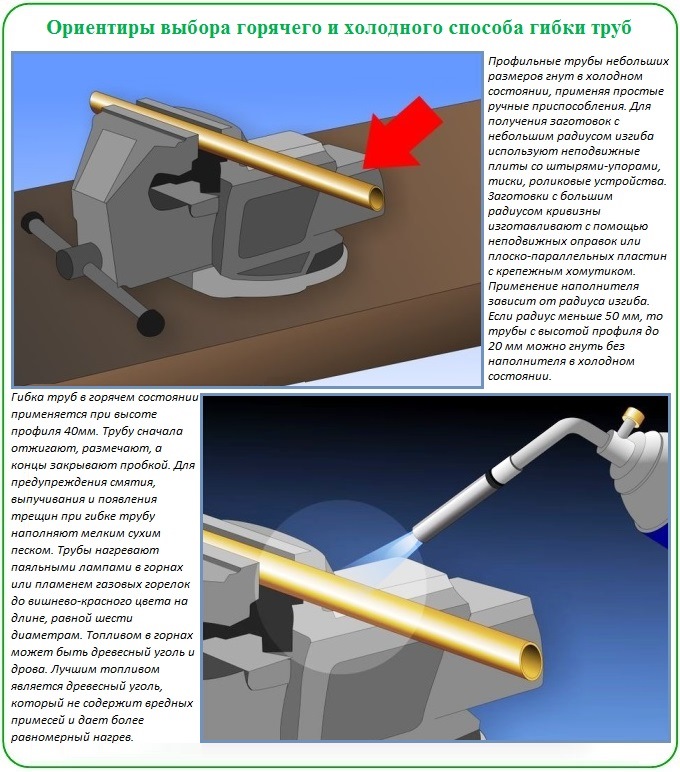
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.

Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.

Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
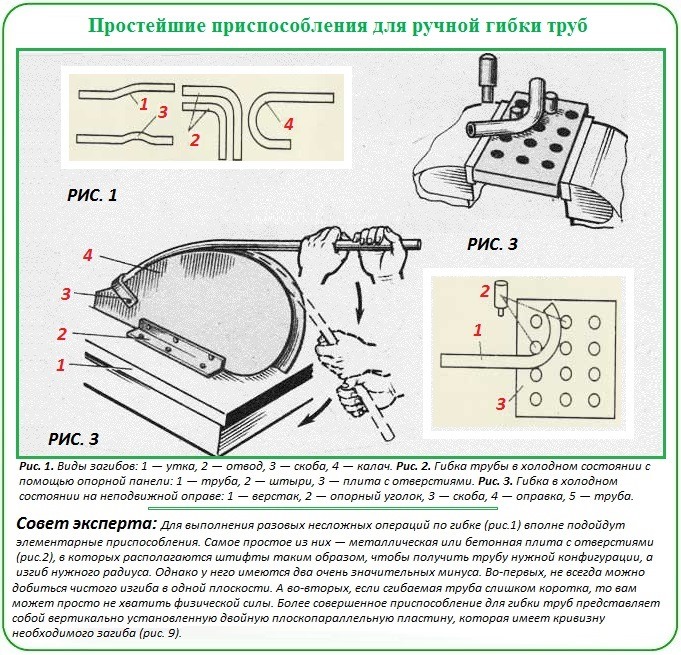
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
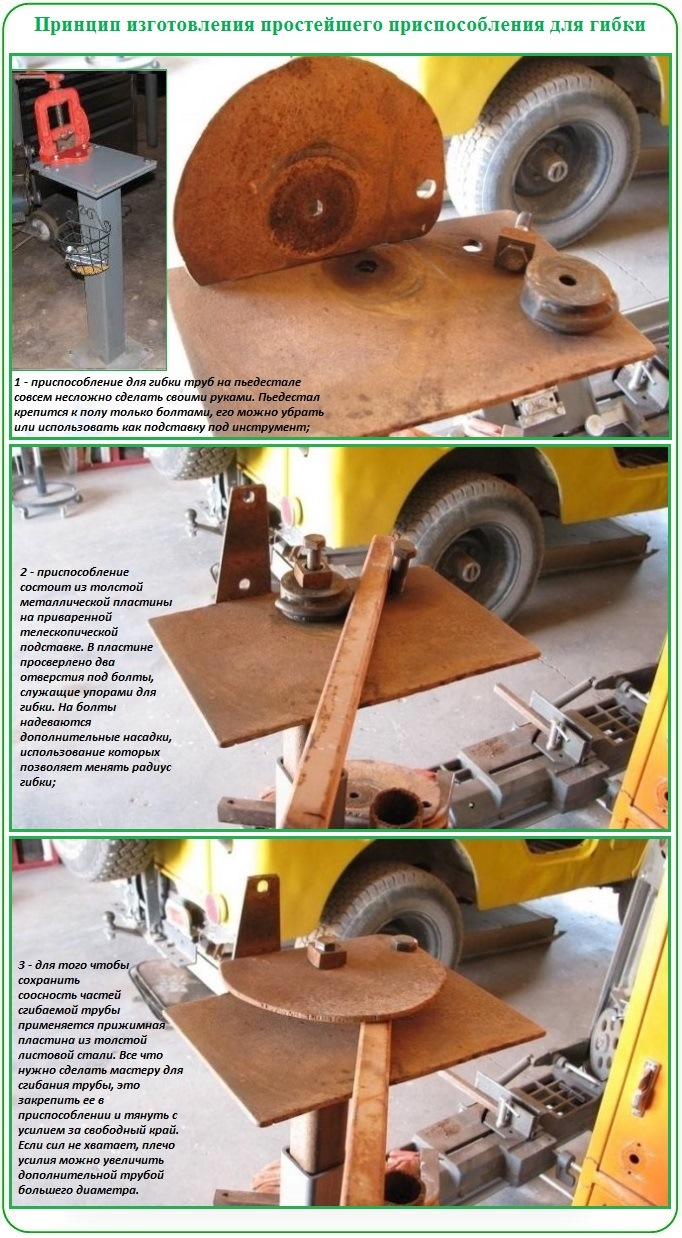
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.


